- 您現(xiàn)在的位置:買賣IC網(wǎng) > PDF目錄378747 > UPD75517GFA (NEC Corp.) 4 BIT SINGLE-CHIP MICROCOMPUTER PDF資料下載
參數(shù)資料
| 型號(hào): | UPD75517GFA |
| 廠商: | NEC Corp. |
| 英文描述: | 4 BIT SINGLE-CHIP MICROCOMPUTER |
| 中文描述: | 4位單片機(jī) |
| 文件頁數(shù): | 175/180頁 |
| 文件大小: | 1596K |
| 代理商: | UPD75517GFA |
第1頁第2頁第3頁第4頁第5頁第6頁第7頁第8頁第9頁第10頁第11頁第12頁第13頁第14頁第15頁第16頁第17頁第18頁第19頁第20頁第21頁第22頁第23頁第24頁第25頁第26頁第27頁第28頁第29頁第30頁第31頁第32頁第33頁第34頁第35頁第36頁第37頁第38頁第39頁第40頁第41頁第42頁第43頁第44頁第45頁第46頁第47頁第48頁第49頁第50頁第51頁第52頁第53頁第54頁第55頁第56頁第57頁第58頁第59頁第60頁第61頁第62頁第63頁第64頁第65頁第66頁第67頁第68頁第69頁第70頁第71頁第72頁第73頁第74頁第75頁第76頁第77頁第78頁第79頁第80頁第81頁第82頁第83頁第84頁第85頁第86頁第87頁第88頁第89頁第90頁第91頁第92頁第93頁第94頁第95頁第96頁第97頁第98頁第99頁第100頁第101頁第102頁第103頁第104頁第105頁第106頁第107頁第108頁第109頁第110頁第111頁第112頁第113頁第114頁第115頁第116頁第117頁第118頁第119頁第120頁第121頁第122頁第123頁第124頁第125頁第126頁第127頁第128頁第129頁第130頁第131頁第132頁第133頁第134頁第135頁第136頁第137頁第138頁第139頁第140頁第141頁第142頁第143頁第144頁第145頁第146頁第147頁第148頁第149頁第150頁第151頁第152頁第153頁第154頁第155頁第156頁第157頁第158頁第159頁第160頁第161頁第162頁第163頁第164頁第165頁第166頁第167頁第168頁第169頁第170頁第171頁第172頁第173頁第174頁當(dāng)前第175頁第176頁第177頁第178頁第179頁第180頁
175
μ
PD75517(A)
11. RECOMMENDED SOLDERING CONDITIONS
The following conditions must be met when soldering the
μ
PD75517(A).
Please consult with our sales offices in case other soldering process is used, or in case soldering is done
under different conditions.
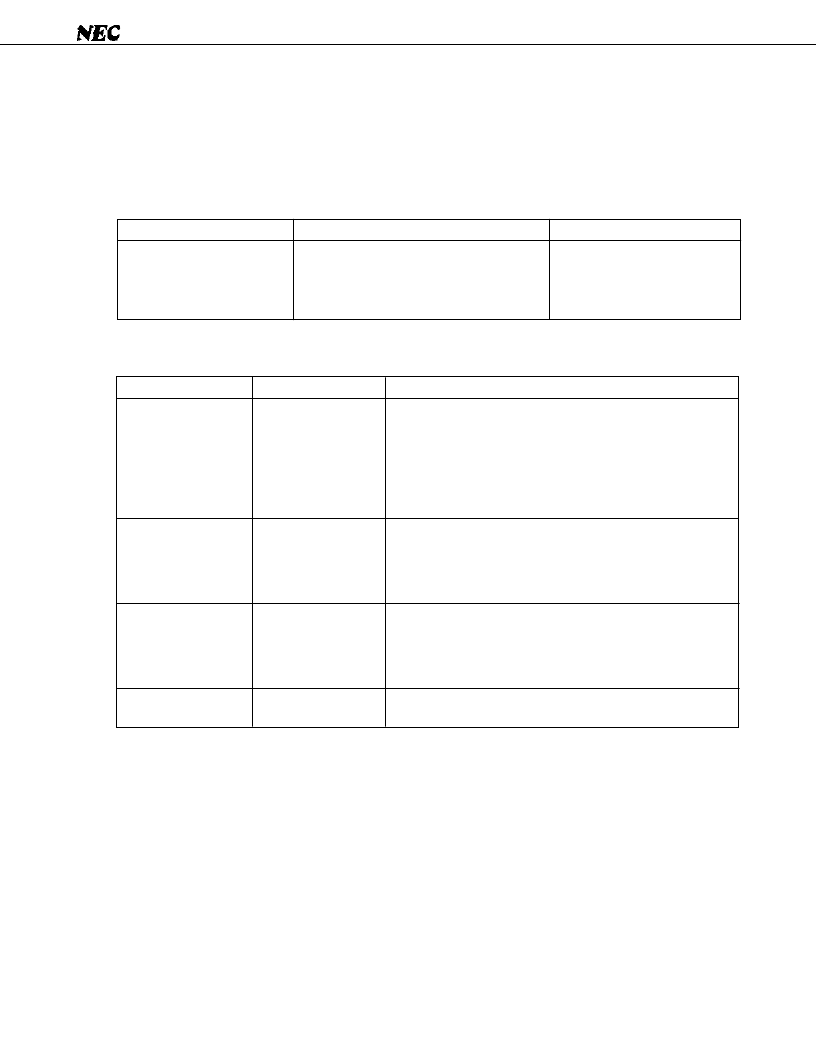
Table 11-1 Recommended Soldering Conditions
Table 11-2 Soldering Conditions
Note
Exposure limit before soldering after dry-pack package is opened. Storage conditions: 25
°
C and
relative humidity at 65 % or less.
Caution Do not apply more than a single process at a time, except for “Partial heating method.”
For more details, refer to our document “SMT MANUAL” (IEI-1207).
Symbol
WS60-162-1
IR30-162-1
VP15-162-1
Partial heating method
Part number
Package
μ
PD75517GF(A)-
×××
-3B9
80-pin plastic QFP (14 mm
×
20 mm)
Soldering conditions
Soldering process
Symbol
Wave soldering
Infrared ray reflow
VPS
Partial heating method
WS60-162-1
IR30-162-1
VP15-162-1
Partial heating
method
Temperature in the soldering vessel: 260 C or less
Soldering time: 10 seconds or less
Number of soldering processes: 1
Exposure limit
Note
: 2 days
(16 hours pre-baking is required at 125 C afterwards)
Pre-heating temperature: 120 C max.
(package surface temperature)
Peak package’s surface temperature: 230 C
Reflow time: 30 seconds or below (at 210 C or more)
Number of reflow processes: 1
Exposure limit
Note
: 2 days
(16 hours pre-baking is required at 125 C afterwards)
Peak package’s surface temperature: 215 C
Reflow time: 40 seconds or below (at 200 C or more)
Number of reflow processes: 1
Exposure limit
Note
: 2 days
(16 hours pre-baking is required at 125 C afterwards)
Terminal temperature: 300 C or less
Flow time: 3 seconds or less (one side per device)
相關(guān)PDF資料 |
PDF描述 |
|---|---|
| UPD75518 | 4 BIT SINGLE-CHIP MICROCOMPUTER |
| UPD75518GF | CAT5E PATCH CABLES SNAGLESS, RED 3 FT |
| UPD75518GFA | 4 BIT SINGLE-CHIP MICROCOMPUTER |
| UPD75518A | 4 BIT SINGLE-CHIP MICROCOMPUTER |
| UPD7556 | 4-BIT, SINGLE-CHIP CMOS MICROCOMPUTERS WITH COMPARATOR |
相關(guān)代理商/技術(shù)參數(shù) |
參數(shù)描述 |
|---|---|
| UPD7554AG-597-E2 | 制造商:Renesas Electronics Corporation 功能描述: |
| UPD7554AG-597-E2-A | 制造商:Renesas Electronics Corporation 功能描述: |
| UPD7554AG-603-E2 | 制造商:Renesas Electronics Corporation 功能描述: |
| UPD7554AG-603-E2-A | 制造商:Renesas Electronics Corporation 功能描述: |
| UPD7554AG-611-E2 | 制造商:Renesas Electronics Corporation 功能描述: |
發(fā)布緊急采購,3分鐘左右您將得到回復(fù)。